手機:18932767636
廠址:滄縣薛官屯鄉翕合屯
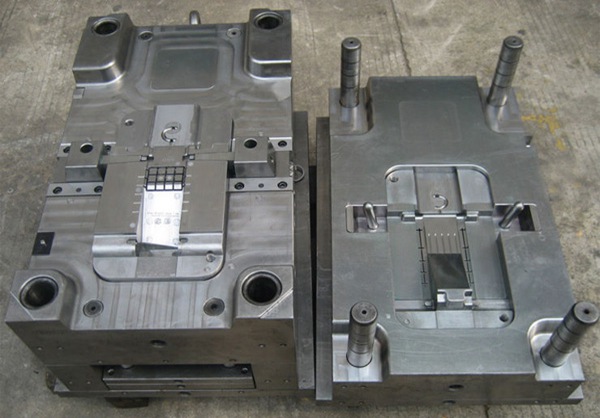
機箱機柜安裝時候的注意事項:
一、形狀尺寸、偏差尺寸符合圖紙要求。
二、機箱機柜方正、不歪斜,機箱機柜六個主面的垂直度采用對角線法丈量。機箱機柜門、測門等應平直。立柱、頂蓋、下沿、圍框、橫梁等應平直無扭曲。
三、機箱機柜外表表面不答應有任意由鉚釘表面引起的凹陷或突出痕跡影響外觀質量。所有面板上的漢字顏色、字體要一致,門開啟靈活、在開啟范圍內不答應與頂蓋、立柱等產生摩擦與干涉,兩扇門之間,不答應摩擦碰撞,無掉漆現象,門鎖鑰匙插撥靈活、鎖芯旋轉靈活,無卡澀現象,鎖柄旋轉方向準確,拔出鑰匙后搖動鎖體應無彈子響聲。在振動可其他外力作用下機箱機柜應有零部件脫松現象、不應有異常的咔嚓聲。裝配好的結構件不答應有歪斜、擺動、滾動、位移等現象,結構件常常流動的部位應保持靈活,常常拆卸的部位應利便。棱角處及手常常拎提處,無鋒利邊沿毛刺。線槽走線孔需要支毛刺以防導線穿過期因為晃動造成線皮破裂。機箱機柜零件應確定有良好的互換性。
四、鉚接裝配要求:鉚接應按對稱交叉順序進行,鉚釘桿、鉚釘螺釘、螺母在鉚接后不應松動,鉚釘頭在鉚接件上應全部平整,鉚釘端應與鉚釘窩的形狀一致,不應深受有凹陷、缺口和明顯裂紋。當要求被鉚端與零件表面平整時答應修平。沉頭鉚釘鉚接時應與被鉚接平面保持平整答應略有凹陷。結構和印刷板上連接的抽芯鉚釘無裂縫,鉚接完成后,需要在破壞油漆作層的地方采取相應的修補措施。
五、將固件緊固在零配件上時,為了避免部件變形或接觸不良,請以對稱交叉的方式進行階段性緊固。沉頭螺絲緊固后,其頭部應與被緊固零件的表面保持平整,不可以突出但答應稍低于表面。當由于工藝上不可避免的原因,螺絲孔與螺絲不匹配時,退齒并涂防銹油。
六、壓鉚、漲鉚要求:按工藝規范進行壓鉚、漲鉚,鉚合后螺母、螺母柱不應松動。鉚接六角螺釘、螺母柱時,螺釘、螺母柱頭應全部平于鉚接基面。當鉚接面表面為噴涂處理時答應修平。
七、頂蓋、側門、前后門的安裝對正及間隙要求:上下梁之間的間隙水平方向間隙小于2MM,統一間隙的不平均性小于1MM,豎直方向間隙小于2.5MM,統一間隙的不平均性小于1MM。
機箱機柜常用材質一般有鋁型材,有九折型材,有十六折型,有冷軋鋼鋼板,還有熱軋鋼板等。鋼板材料、涂層材料、加工工藝決定了機箱機柜產品的穩定性。機箱機柜應具有良好的使用性和穩定防護設施,便于操作、安裝和維修,并能確定操作者穩定。
在機箱機柜因為內部溫度過高,而造成機器設備沒法全部正常運作的狀況下,比較嚴重的狀況很有可能造成機箱機柜特性及其使用壽命的減少,倘若做不太好防御措施可能比較嚴重的危害到機箱機柜。現階段銷售市場上機箱機柜的的材料大多數應用冷軋板,其薄厚一般維持在1.0Mm,假如厚鋼板挑選過薄會造成電子器件機箱機柜板才抗壓強度不夠,且容易形變,從而會造成硬件配置的毀壞。挑選機箱機柜時改成要排熱性好,防塵土,防振動。那樣才可以確定服務器機柜可以長期地保持穩定的特性,進而做到維護電子產品的目。
環保機箱機柜疑難問題:
一、五金件表面處理:一般有噴漆和電鍍其作用都是防銹,在表面形成一層保護膜和防止靜電四、機箱的內部設計特別指示:優良機箱體內較少作漆化、電鍍處理。廉價料差的機箱在箱體內一般會作噴烤、電鍍處理。優良機箱機柜之間除了質量上的差異就是設計方面的題目了。以前的機箱都采用螺絲固定的設計,安裝時少不了要一大把螺絲和螺絲刀,安裝拆卸異常麻煩,費時費力現在機箱采用搭扣式或手擰螺絲設計,利便拆裝,進步了裝機速度。不僅機箱外部沒了螺絲,連內部也進行改良,采用抽插式設計,用塑料卡件來固定內部部件。優良機箱在設計上一般使用了手動螺絲,能拆卸而無須動用螺絲刀,免了不少常常裝拆硬件的辛苦。
二、機箱機柜的外觀設計作為服務器。除了顏色常見的玄色和白色外,優良的外殼在面板設計中融入了各種外觀特征,形狀整齊、沉穩、活潑。顏色組合公平,在引人注目的同時給人實用的感覺。
機箱機柜結構設計的幾個要點
一、鈑金鈑金折彎時內部的R角好是超過或即是1/2的料厚.若不做R角,在數次的沖壓模具以后其斜角會緩緩消退而自然產生R角,優效性在這里R角的單側或兩邊,其長短會出現一絲的拉長。
二、鈑金在下了解沖孔機時候有R角及毛刺的造成.特別是在在批量生產一個環節磨具有相應的損壞以后,毛刺會愈加不容樂觀,乃至會劃傷手指.因而在工程圖制做磨具時,就不可少依作用,確立標示出毛刺方位.
三、鈑金在鈑金折彎后折邊的兩邊由于擠料的關聯會出現金屬材料料凸起,導致總寬比原規格大,其凸起尺寸與應用料厚相關,料越厚凸起點越大,為防止此狀況產生,可事先在鈑金折彎線上兩邊先做下半圓形,半圓形直徑好是為料厚的1.5倍之上,邊腳料翻折設計方案時,一樣方法解決。
四、在銅片的板材邊緣拐角處,如果沒有的規定為九十度角,請盡量解決為適度的R角,因為在銅片邊緣的斜角隨便導致尖銳點而劃傷工作中員工,在母模層面斜角的頂部隨便因應力而造成開裂。公模在頂部處易碎裂,促使磨具不可少修模而耽擱批量生產,即便沒碎裂長此以往也因摩擦系數而產生R角,使商品生毛刺而導致欠佳品。
五、折扣邊時,邊內壁的零件或內部凸起物不能離底邊太近,不然凸起物正下方的折邊無公模沖壓模具其R角會比上下兩側的R角大角不持續,將危害外型.解決方案可在鈑金折彎前先沖壓模具出一適度長短的壓印在曲線上,如此將改進其外型。
六、折扣邊時,邊內壁的打孔也不能太挨近底邊,不然打孔將因鈑金折彎牽涉而形變。解決方案可在鈑金折彎前先沖壓模具出一與打孔相當長短,寬為料厚1.5倍的條形孔在曲線上,其功效可將牽涉斷開而不危害打孔的外型。
七、折扣邊可分單側折扣,和多邊折扣,若有精度的規定好用多邊折扣,準確度佳,而折扣邊高寬比好是要超過3,(t:1.0~1.2)不然因夾緊規格太少規格會也不亂。
八、一般機箱機柜是細長型時不隨便維持其直度.在承受力后愈隨便形變,因而我們可以折一個邊成L型或折2個邊成嘴型以保持其抗壓強度及直度,可是通常L及嘴型沒法從頭開始連在尾,因一些要素而所中斷時,該怎么辦?可打適當的凸肋以提升其抗壓強度。
九、平面圖和鈑金折彎面中間的轉折點好是有狹孔,或是將開孔邊退回鈑金折彎以后,不然會造成毛刺.而狹孔的總寬好是超過就是肉厚的1.5倍,也有繪圖的情況下別忘記或懶惰而沒標識R角,斜角或鈍角的磨具公,母模隨便碎裂.今后的停線,修模全是附加的損害。
十、鈑金在開料沖孔機時,其被鉆削橫斷面挨近公模沖針的1/3~2/5是整平的切削面,而挨近母模3/5~2/3的則是斜的扯橫斷面.故模具生產或規格時直徑的尺寸是以沖針為標準,開料時產品工件的外規格是以母模內規格為標準。
十一、2個鄰近的孔,孔邊到另一孔邊的較少間距,好是不可低于料厚的1.5倍,不然母模隨便碎裂而使生產線斷開;斷開,修模等全是造成本提升盈利減少的首惡.若情非得已改成要低于料厚的1.5倍,則不可少應用跳格方法,而模具生產內以圓洞好生產制造檢修,唯開孔率較低,以方形孔開孔率大,但因是九十度角,角邊隨便損壞坍塌,導致要修模而停線.而六角形的其超過九十度的120度角比方形孔開孔愈但開孔率在邊緣比方形孔差一點.
十二、鈑金鈑金折彎后承受力隨便形變,為防止形變狀況產生可在鈑金折彎處提升適當四十五度的加固肋,以不干預別的零件為標準,使其提升抗壓強度。